






Características
Sobres melamina
El núcleo del sobre y bajo están fabricados con tablero innovus con certificación IPPC de 25 mm de espesor con recubierto melamínico de 120 grs/m2 por ambas caras y una densidad de 630 ± 5 kg/m3. El grado de inflamabilidad según la norma EN 13501-1 es d0. Según la norma UNE-EN 120 en emisión de formaldehidos su valor es de E1. También dispone de certificado PEFC. Cumplen la norma UNE 89401-2:2008 que garantizan la degradación por efecto de la luz o de su uso.
Sobres: cantos exteriores canteados en ABS 2 mm de espesor aplicados con cola termofusible y redondeados.
Laterales: cantos exteriores canteados en ABS 2 mm / 0,8 mm de espesor aplicados con cola termofusible y redondeados / biselados.
Gran variedad de acabados: Blanco, gris, haya, roble, peral, wengué, acacia clara, acacia oscura y zebrano.
Todos los sobres incluyen piezas fabricadas en nailon fijadas al sobre mediante tornillo DIN 7991 M6x16 para poder realizar el montaje sin ninguna herramienta.
Laterales en forma de U invertida fija
Realizados con tubo de acero laminado en frío, que consta de un travesaño 60 x 40 x 2 mm, 2 montantes de 60 x 60 x 2 mm y pieza unión de 80 x 40 x 4 mm.
La unión entre montantes y travesaño se realizará mediante encaste y soldado (sistema MIG).
Acabados en pintura epoxi plata metalizada (ral 9006) o blanco texturado (ral 9016). Conteras de plástico ABS en la parte inferior del lateral para la ubicación de los niveladores con rosca métrica 8 y altura útil de 2 cm.
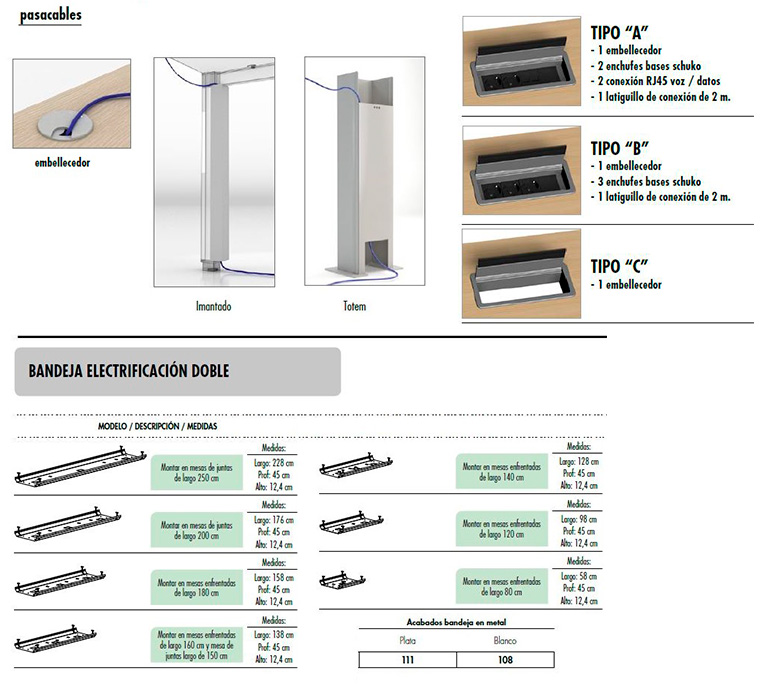
Barra de refuerzo unión entre dos laterales, se puede utilizar como canal de electrificación
Barra de refuerzo electrificable y extensible en forma de canal, realizada en chapa decapada en frío AP12 de 0,8 mm. y perfilada; y grapa sujeción al lateral de chapa decapada en frío de 80 x 3 mm.
La unión de la barra con la grapa de lateral se realizará mediante soldadura (sistema MIG).
Acabado en pintura epoxi plata metalizada (ral 9006).
La unión entre los laterales y la barra de refuerzo se realizará mediante tornillo C.8,8 cabeza hexagonal M8x25 DIN 933 cincado blanco.
Distanciadores entre los laterales y el sobre
Distanciador fabricado en zamak.
Acabados en pintura epoxi plata metalizada (ral 9006) o blanco texturado (ral 9016).
Fijación al lateral mediante tornillo DIN 7991 M6 x 50.7991 M6x16
Descripción de los procesos de fabricación
El sistema MIG es soldadura con aportación de:
a) Hilo de cobre de 1 mm. antitorsión con un baño de lacado para una buena explosión.
b) Gas Corgon 15 (85% de oxigeno y 15% Corgon)
El proceso de pintado se realiza en un túnel de tratamiento superficial de la siguiente manera:
El desengrasado: primero se realiza el desengrase y tratamiento de conversión (capa de conversión inorgánica manométrica basada en zirconio), a continuación dos enjuagues con agua osmotizada y posteriormente el secado. De esta manera quedan preparadas las piezas a pintar para una optima adhesión de la pintura y una buena protección anticorrosiva. Los baños de dichas fases son rellenados mediante cascada inversa y los lodos de la fase de desengrase son recogidos por un gestor autorizado. El secado se realiza en un horno de secado de humedad donde las piezas tienen un tiempo de permanencia aproximado de 11 min. a una temperatura de 110ºC.
Pintado previamente hay una zona de enfriamiento donde nos permite que las piezas lleguen a la temperatura idónea de pintado permitiéndonos controlar la uniformidad de la capa de pintura. La aplicación es realizada en cabinas automáticas donde los reciprocadores están robotizados, posteriormente hay unos retoques manuales para asegurar que todos los rincones quedan pintados.
Horno de polimerizado: la pintura es fundida a 200ºC durante unos 20 min. para garantizar una perfecta adhesión y un acabado superficial óptimo.

{kind=link}